Jan
26

Sand separation systems are a common feature of sand-bedded dairies. The mainstream acceptance of sand bedding brought about a refinement of separation systems, which has led to systems that produce bedding quality sand with minimal sand bypass. With potential sand recovery ranging from 90 to 95%+, a well-functioning separation system has the potential to greatly ease manure handling challenges associated with sand. On the other hand, a poorly functioning system—that is, say, a system operating at 75% recovery has the potential to cause significant frustration since the 25% of the sand being bypassed can may potentially settle in pipes, tanks, digesters, etc. Ultimately, the sand recovery should exceed the requirements of the downstream processes. How is your sand separation performing? Sand recovery? Sand cleanliness?
Mechanical separation systems are designed and installed by manufacturers’ representatives. Gravity separation systems (also quite “mechanical” in terms of operation and maintenance) are typically designed by engineers, contractors, or quite often the dairy owner. All separation system providers should give a range of sand recovery and sand cleanliness. A separation system audit by an independent source can tell you how your system is performing versus what was promised. Here’s a look at a basic sand separation system:
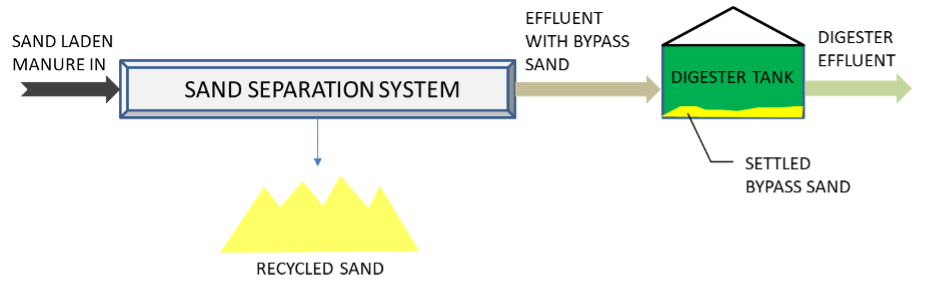
As previously noted, there are two primary benefits resulting from sand separation. One is clean sand that can be recycled with lactating cows. Remember, the benefit of sand bedding to begin with is the fact it consists of dry, inorganic particles, so recycled sand should be as dry as possible. Field observations have shown organic matter (or volatile solids as reported in some lab reports) should be less than 2% on a dry basis to keep a soft and comfortable stall base. What’s the organic matter content of your recycled sand?
How dry should recycled sand be? The answer is: as dry as possible especially knowing most sand separation systems rely on water recycled from manure. The viscous nature of recycled water allows it to cling to sand grains and retain organic matter in the form of suspended solids. The more water in recycled sand, the greater possibility for teat end exposure to mastitis-causing pathogens. Often the limiting factor when it comes to making clean sand is the “quality” of the recycled water. Dirty recycled water does not drain freely from recycled sand. Target a post-separation sand moisture content of 20%, maximum. What is the dry matter content of your separated sand bedding?
The second potential benefit of sand separation is a manure fraction containing minimal sand. Although high-performing separation systems can achieve 98% recovery. Still, even small amounts of bypass sand can go a long, long way toward filling a digester, as shown in Table 1.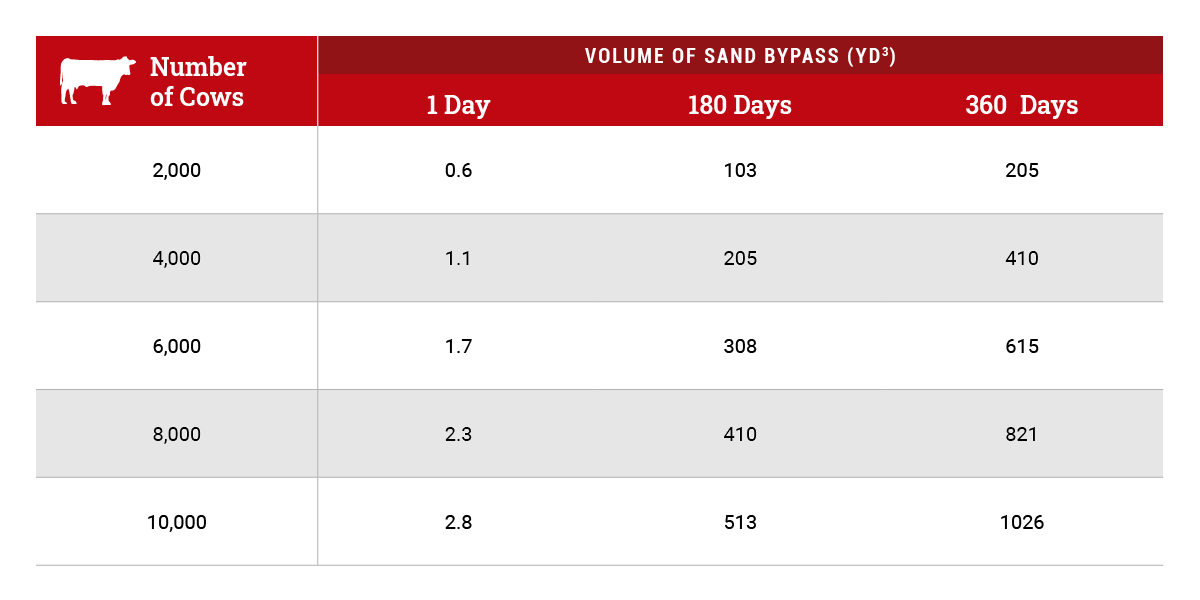
For example, a separation system with 98% recovery on a 6,000-cow dairy and using 50 lb/cow/day, bypasses 1.7 yd3/day or 615 yd3/year. That’s almost 40 semi-loads per year. Even if we assume half of the 615 yd3/day is settleable and the remainder stays in suspension, that’s 20 semi-loads per year. In manure storage, this is manageable, putting aside for a moment the wear caused during agitation and pumping, but in an anaerobic digestion system, 615 yd3/year or even 308 yd3/year can be problematic. What is the sand bypass going to your anaerobic digestion plant?
Modern dairies are data-driven with key metrics tracked monthly, daily, and some hourly. Manure systems, and in particular bedding production systems cut across many aspects of a dairy. Generally speaking, dairy producers themselves may be interested in how a separation system is performing. A manure system, like it or not, is an asset that needs to perform even if this means separation for the purpose of offsetting bedding expenses and simplifying manure storage and application. Whereas a stand-alone separation system might not be a profit center, the anaerobic digestion system the separation system feeds surely is. Digester project developers, owners, and operators have a keen interest in ensuring sand bypass to an AD plant is minimal. Although cleanouts should be considered an eventuality, they should be avoided or at least cleanout intervals prolonged. Knowing the size gradation of bypass sand and relative quantities can be a way to predict when and if a cleanout is necessary. Table 1 showed the effects of only 2% sand bypass. A separation system audit can be useful during the due diligence investigation for an AD project. An audit will indicate the amount of sand bypass and the nature (size) of the bypass sand.
Udder health can be linked to recycled sand, so much so that it can be an easy target (and often falsely accused) when it comes to mastitis flare-ups. Quality recycled bedding—that is, bedding with low organic matter and moisture contents—is key. If a dairy is experiencing mastitis, a veterinarian or herd manager could be interested in a separation system audit to be able to rule out or implicate the recycled sand as the cause. Similarly, if there are cow comfort issues like poor stall usage, abnormal stall usage (i.e. every other stall used), and/or perched cows, an evaluation of the recycled sand can offer cow comfort insights.
An audit begins with a general walk around the sand separation system to gain an understanding of flows, recycle loops, equipment/pump processing rates, etc., and to develop a mass balance. A mass balance essentially tracks material (i.e. water from all sources, sand, manure) through the separation system. Once process flows are mapped, flows on a mass basis of all materials in and out of the system are measured and where they can’t be measured, they are calculated. Ideally, after accounting for all flows, measurements show the mass into the system equals (or nearly equals) the mass exiting the system.
At the same time material flows are being quantified, the effluent of relevant flow pathways are sampled and analyzed for total solids (TS) and volatile (organic) solids (VS). As-excreted (no bedding) manure is also sampled to gain a baseline measure of TS and VS. Lastly, in addition to testing for TS and VS, particle size distributions are developed for: sand in stalls, bypass sand, and recycled sand.
Analyzing all the data, the audit yields an estimated sand bypass (or conversely, sand recovery) discharging to a digester, holding pond, or another downstream process. Sand recovery is an indication of how a separation system is performing in terms of offsetting bedding costs. Knowing the size gradation can predict how much material will settle in downstream tanks. The audit also provides an analysis of the recovered sand destined to be recycled bedding for lactating cows. Knowing the dry matter and organic matter contents of recycled sand is a direct indication of the suitability of recovered sand for recycling with lactating cows.
A properly functioning sand separation system can go a long way towards offsetting bedding expenses, enhancing cow comfort, simplifying manure handling, and even allowing for the use of sand bedding with anaerobic digestion. On the flip side, an improperly functioning system produces dirty sand that is a haven for the growth of mastitis-causing bacteria. Systems not performing properly also have the potential to bypass large quantities of sand and fill ponds and digesters.
How is your sand and manure separation system performing?
If you are interested to learn more or would like a sand separation system audit on your operation, contact Andrew Wedel, P.E. at awedel@settje.com or +1814 935 7525.